Sublimation Printing Apparel: Your Guide to Custom Merch
The most repeated advice in sublimation printing apparel is also the most misleading: “65% polyester is enough.”
Technically, that's the floor. Creatively, it's often a compromise. If you care about merch that looks intentional, holds color, and still feels worth wearing after the novelty wears off, “good enough” is a weak standard.
This is the key distinction with sublimation. Most guides treat it like a print method. Culture-driven brands should treat it like a design decision. The difference shows up in saturation, hand feel, silhouette, and whether the final piece reads like premium branded apparel or another disposable event tee.
Table of Contents
Beyond the Basic All-Over Print
Most all-over print apparel looks cheap for one of two reasons. The blank is weak, or the print sits on the garment like a stickered idea instead of part of the piece. That's why so much promo merch feels loud on screen and forgettable in hand.
Done properly, sublimation printing apparel fixes that problem at the root. It isn't just a way to cover more surface area. It's a way to build graphics into the fabric so the final piece reads cleaner, lighter, and more intentional.
That distinction matters more now because demand isn't coming from old-school promo catalogs alone. The global dye sublimated apparel market was valued at $6.1 billion in 2025 and is projected to reach $14.7 billion by 2035, growing at a 9.2% CAGR, with growth tied to startups and e-commerce brands wanting better promotional merchandise, according to Impressions Magazine's coverage of Future Market Insights.
Cheap all-over print has a look
You know it when you see it. Thin fabric. Flat silhouette. Generic repeat pattern. Colors that feel slightly off. The piece looks busy before anyone even puts it on.
Premium sublimation works differently because the design and the garment have to be considered together:
- The blank matters first: A bad silhouette ruins a great graphic.
- The artwork needs restraint: Edge-to-edge print only works when composition accounts for movement, seams, and drape.
- The brand has to mean it: The strongest pieces feel like part of a collection, not leftover conference inventory.
Sublimation isn't impressive because it can print everywhere. It's impressive when that freedom is edited well.
For tees, that usually means starting with proportions and fabric behavior, not clip-art energy. If your benchmark is merch people keep in rotation, it helps to study better custom t-shirt options for branded drops before deciding whether full-coverage print is even the right move.
Why culture-driven brands care
A culture-driven brand doesn't need more logo placement. It needs apparel with a point of view. Sublimation earns its place when the graphic language is too detailed, immersive, or tonal for simpler print methods.
That could mean a washed digital gradient across a performance jersey. It could mean a print that references product UI, gaming textures, racing graphics, or internet-era collage. The point isn't maximalism. The point is cohesion.
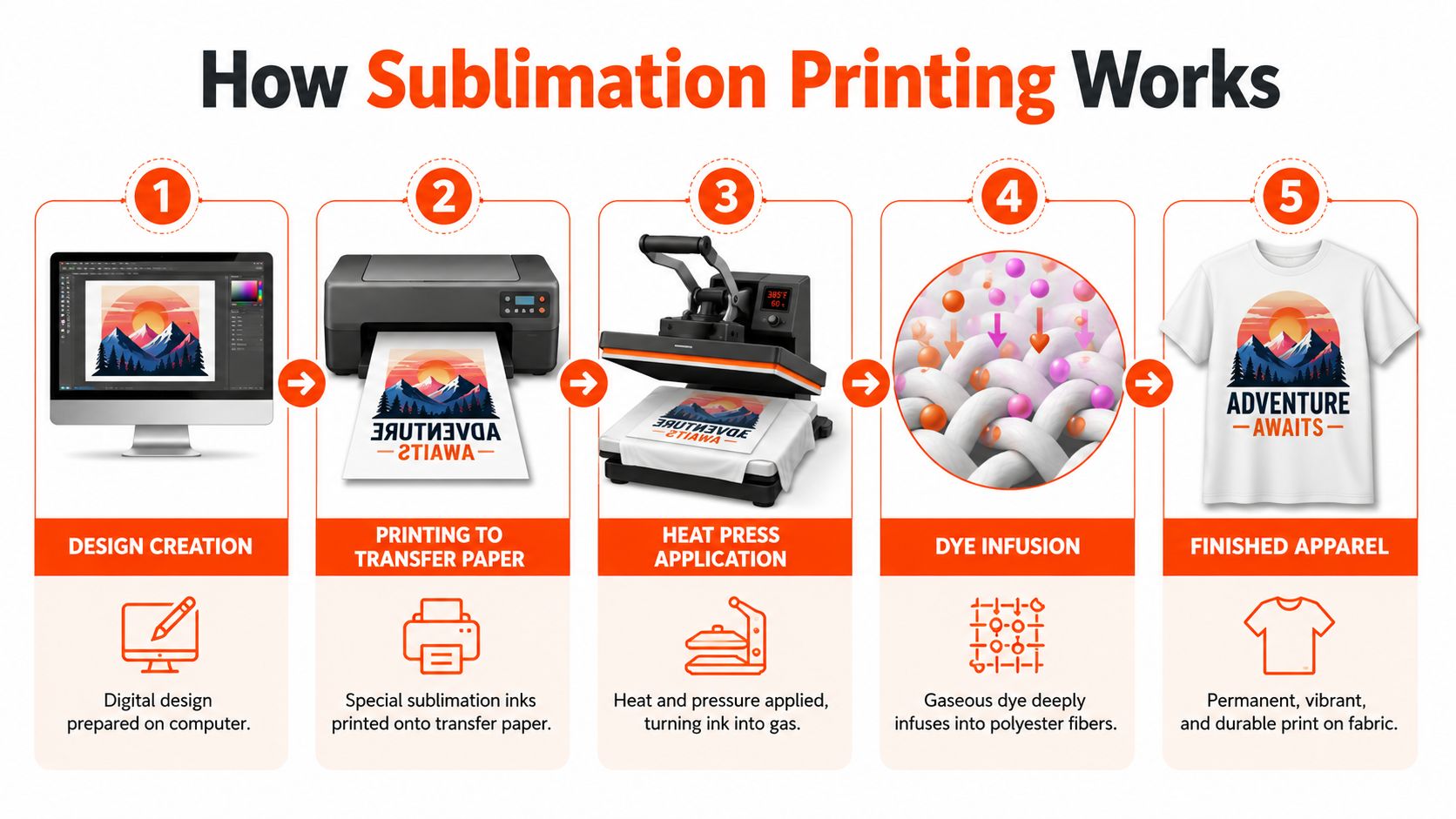
How Sublimation Printing Actually Works
Sublimation is best understood as dye migration, not surface printing. The artwork gets printed onto transfer paper with sublimation inks, then heat and pressure push that dye into the fabric itself.
Why the print feels like part of the garment
The reason sublimation printing apparel has that clean, no-hand-feel finish is simple. Under 385° to 400°F and pressure, the solid dye converts directly to gas and bonds with polymer fibers instead of sitting on top of them, as explained by RKT Shirts' sublimation printing overview.
That's why the result doesn't behave like screen print ink. There's no raised layer to crack. No plasticky patch over the chest. No extra weight where the design sits.
If the fabric is right, the graphic feels native to the garment.
What the production flow actually looks like
In practice, the flow is straightforward:
- Build the digital artwork for the exact garment area or pattern piece.
- Print the artwork onto transfer paper using sublimation inks.
- Align paper and fabric so placement lands where it should.
- Apply heat and pressure so the dye shifts into gas and infuses the polyester.
- Cool and inspect for color consistency, edge clarity, and press defects.
That's the clean version. The essential work is in control. Heat too low and the visual can come out weak. Push too far and the fabric can suffer.
Practical rule: Sublimation rewards precision. It punishes “close enough.”
For full-coverage apparel, production setup matters as much as artwork. Large-format transfer printing, careful alignment, and enough press area to handle real garment dimensions make the difference between immersive print and an expensive near miss.
The Right Canvas Fabrics and Apparel Blanks
Sublimation has a hard material limit. It bonds to polyester. That isn't a preference. It's the chemistry.
Cotton doesn't absorb sublimation dye the same way because it lacks the polymer structure the gaseous dye needs to lock in. So the usual beginner line, “65% polyester is fine,” leaves out the quality conversation almost entirely.
Why 65 percent polyester is a floor, not a quality standard
Yes, you can sublimate onto blends with enough polyester content. No, that doesn't mean you should if your goal is rich color and long-term wear.
Lab data cited by Brildor's guide to sublimation T-shirts shows that 65–70% polyester blends produce 30–40% lower color intensity and fade 25% faster after 20 washes compared with 90–100% polyester. That gap is exactly why so many “acceptable” sublimated garments look muted on arrival and tired too early.
Bad merchandise often arises. A supplier says the fabric is technically sublimation-ready. The client hears premium print. What arrives is washed out from day one.
If your brand palette depends on punch, contrast, or deep saturation, don't build the project around the minimum threshold.
What to choose instead
For quality-first work, there's a hierarchy.
| Fabric choice | What it gives you | What it compromises |
|---|---|---|
| 100% polyester | Best color hold, strongest clarity, most consistent result | Needs the right knit and silhouette to avoid a generic sportswear feel |
| 90%+ polyester blend | Strong visual performance with some hand-feel flexibility | Slight compromise versus full poly |
| 65–70% polyester blend | Technically printable | Noticeably softer color, weaker longevity |
The blank also has to match the aesthetic. A premium streetwear piece doesn't suddenly improve in quality because it carries an all-over print. The knit, weight, drape, collar shape, and panel construction still decide whether the garment feels wearable.
If you're evaluating silhouettes beyond tees, it helps to understand what separates better hoodie blanks from generic promo stock. The same logic applies here. Print quality can't rescue a weak foundation.
A final production note matters too. Full sublimation apparel usually needs large-format paper handling and enough press capacity to cover broad areas cleanly. This technique rewards teams that think like apparel makers, not just logo buyers.
Designing for All-Over Prints and Vibrant Color
Good sublimation design starts before the press. File prep is where a lot of avoidable failures happen, especially with all-over prints, mirrored graphics, and seam-heavy layouts.
The first essential step is orientation. Designs must be printed in mirror mode on transfer paper. If you forget that flip, the final garment comes out reversed, as noted in Veetrends' sublimation shirt guide.
File setup that saves expensive mistakes
For apparel teams, the design checklist is less about software and more about discipline.
- Build for the actual garment shape: A front rectangle on a mockup isn't enough if the piece has side panels, sleeves, or cut-and-sew sections.
- Use high-resolution artwork: Large prints expose weak files fast. Soft source imagery stays soft at scale.
- Account for blank color: Sublimation doesn't print white ink, so the garment itself becomes your white.
- Plan bleed generously: If your artwork stops too cleanly at an edge, production tolerance can leave visible gaps.
If you're moving fast and need concept exploration before final production art, tools that streamline t-shirt creation with AI can help generate directions quickly. They're useful for composition ideation. They're not a substitute for production-ready file prep.
Designing around seams, panels, and wear
All-over print works best when the designer respects the garment's architecture. A pattern that looks strong on a flat board can fall apart once it wraps under the arm or hits a shoulder seam.
That's why there's a meaningful difference between pre-made blanks and cut-and-sew sublimation. On pre-made blanks, you're negotiating around existing construction. On cut-and-sew, you can design panel by panel and build the garment around the artwork.
A few rules keep things clean:
- Place focal elements away from distortion zones. Collars, armpits, side seams, and zipper lines can break important details.
- Use rhythm, not noise. A graphic system usually wears better than a “cover every inch” approach.
- Think about aftercare while designing. High dryer heat can reactivate dye and cause color loss, so garments should be air-dried or tumble-dried on low, as noted in the source above.
The best sublimation pieces don't look overdesigned. They look resolved.
If the internal team doesn't have apparel-specific production experience, it's smarter to bring in custom design support for merch development than to treat a fashion garment like a poster file.
Sublimation vs DTG vs Screen Printing
The wrong print method can make a good concept feel off before anyone notices why. This choice isn't about which technique is “best.” It's about what kind of garment you're trying to make.
A quick visual helps frame the differences.

How each method reads on body
Sublimation is for polyester-based garments where color depth, edge-to-edge coverage, and zero hand feel matter most. It excels on performance tees, jerseys, lightweight fashion pieces, and cut-and-sew capsules with artwork that needs room to breathe.
DTG works better when the blank is cotton-first and the graphic lives in a more traditional print area. It's great for detailed artwork, tonal illustration, and smaller runs where softness matters, but it still reads like a printed surface rather than dyed fabric.
Screen printing remains the strongest choice for bold graphics, strong spot colors, and larger runs. If the design language is direct, logo-led, or built around clean separations, screen print often looks sharper and more grounded than a full-color digital method.
DTF sits in the flexible middle. It can handle full-color artwork across more fabrics, but the finish has its own visual and tactile signature. Sometimes that works. Sometimes it cheapens the garment.
The right choice depends on the garment mission
Think less about print features and more about the final object.
| Method | Best use case | Where it struggles |
|---|---|---|
| Sublimation | All-over print, sportswear, polyester-driven fashion pieces | Cotton-heavy blanks and garments where a natural fiber hand feel matters |
| DTG | Detailed chest prints on cotton tees and hoodies | Full-coverage artwork and some long-term wear scenarios |
| Screen printing | Scaled orders, simple graphics, strong solids | Photo-heavy artwork and complex tonal transitions |
| DTF | Versatile small-run graphics across mixed fabrics | Premium feel if the transfer finish becomes too noticeable |
A lot of teams make this decision backward. They fall in love with a visual effect, then force it onto the wrong fabric and silhouette. Better approach: choose the garment, define the wear context, then pick the print method.
This breakdown is easier to understand when you see production visuals in motion.
For broader planning across garment decoration methods, it's worth comparing custom shirt printing options by use case before locking a production path.
A team offsite tee, a conference giveaway, and a limited capsule drop can all carry the same logo and still need completely different print methods.
Use Cases for Culture-Driven Team Merch
Sublimation makes the most sense when the merch needs narrative, motion, or immersion. Not every brand needs that. The ones that do usually know it immediately.
A startup launching a major product update can build a drop around interface fragments, gradients, motion cues, or visual motifs from the release. A creator community can turn inside jokes, lore, or visual worldbuilding into a garment that feels collectible instead of transactional. A crypto team can avoid the tired chest-logo route and build something that feels closer to a jersey, race top, or digital-uniform piece.
Drops that feel like product, not promo
The strongest uses of sublimation are usually tied to a moment:
- Launch-week team drops with graphics tied to a new product identity
- Offsite apparel designed for actual wear during travel, training, or workouts
- Conference pieces that read more like branded fashion than event giveaway stock
- Community merch where edge-to-edge print helps carry a world, not just a logo
Internet-native teams have an advantage. They already understand visual systems, references, and subculture signals. They don't need more merch. They need better translation from brand world to garment.
Where sublimation makes the most cultural sense
It performs best when the design language is already expressive. Sports references. Gaming cues. Technical graphics. Photographic textures. Abstract gradients. Hyper-digital collage. These all benefit from a method that can hold complexity without adding a heavy printed layer.
For teams thinking bigger about their apparel mix, strategy matters as much as execution. E-commerce operators planning branded collections can borrow useful framing from ECORN's 2026 apparel strategy, especially around how merchandise functions as part of a broader brand system instead of an isolated sales item.
The wrong use case for sublimation is simple: forcing it onto a garment that would look better with restraint. If the idea is one icon on the chest of a heavyweight cotton tee, screen print or embroidery usually makes more sense. Sublimation earns its keep when the garment needs visual range.
Your Pre-Flight Checklist for Sublimation Projects
Sublimation projects fail upstream. Not at shipping. Not at photoshoot. Upstream, when nobody asked the hard questions about fabric, files, proofing, and care.
A clean checklist fixes that.
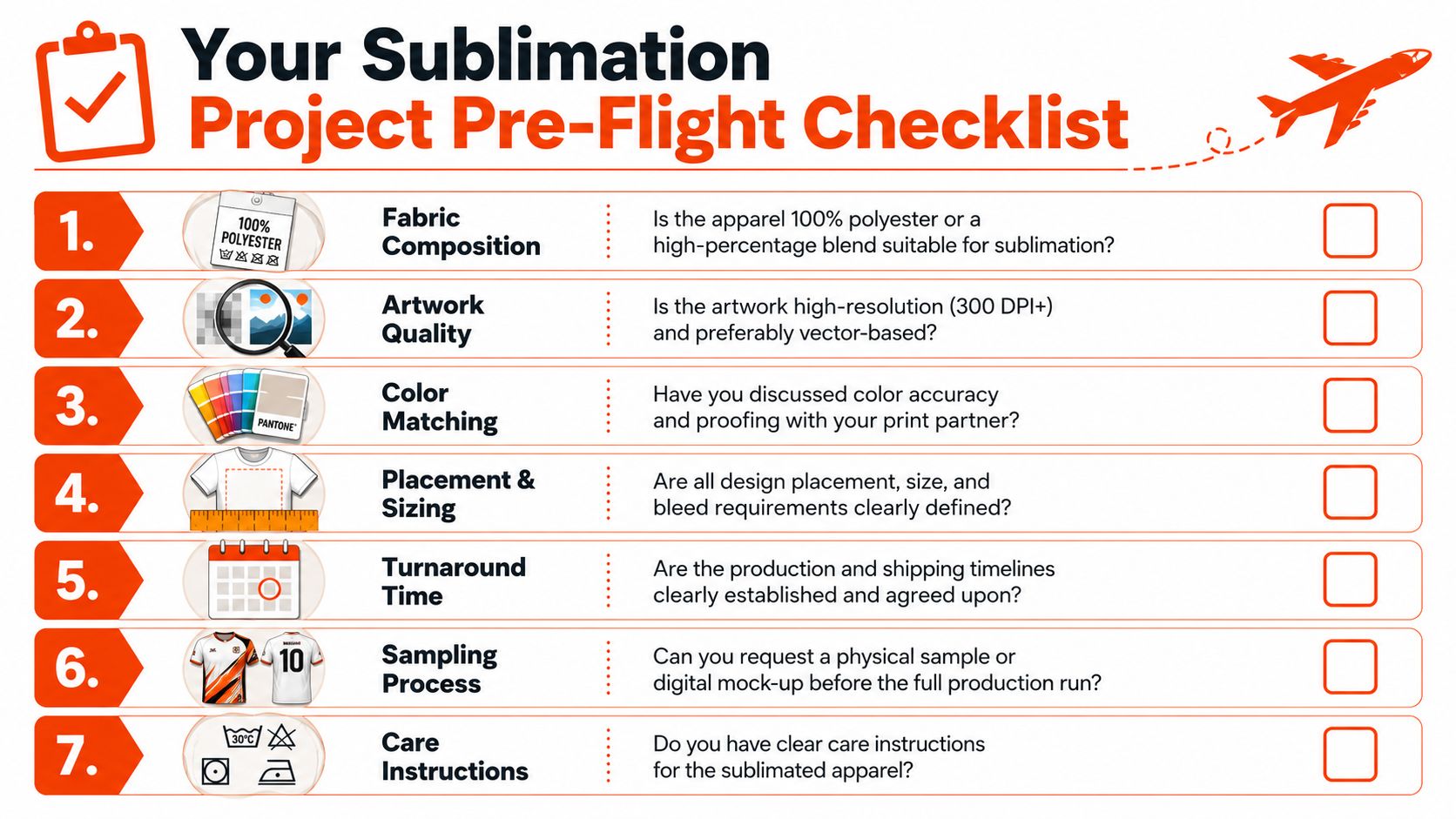
Questions worth asking before production starts
- What is the exact fabric composition? “Poly blend” isn't enough. Ask for the precise percentage and ask how that choice affects color performance.
- Is the blank premium? Fiber content alone doesn't tell you about drape, fit, knit quality, or whether the piece feels wearable.
- How is artwork proofed? A digital mockup helps, but production confidence comes from tangible proofing and clear approval steps.
- What happens at seams and edges? Weak vendors often get vague here.
- What are the care instructions? If the user isn't told how to wash and dry the garment, quality can fall apart after delivery.
If your source files aren't sharp enough for large-format printing, fix that before you approve anything. A practical guide on how to upscale images for print is worth reviewing when your artwork started as web-first assets instead of production files.
What a strong supplier should answer clearly
A serious partner should be able to explain material trade-offs, garment limitations, proofing workflow, and finishing details without hiding behind jargon.
They should also have a transparent approval process. If you're reviewing merch with multiple stakeholders, it helps to understand how merch e-proof approval works before production so nobody signs off on the wrong version.
The short version is simple. Don't ask only whether a supplier can print it. Ask whether they can make it worth wearing.
Most merch gets produced too fast and forgotten even faster. Banger helps internet-native teams build custom merch with better blanks, premium customization, French atelier production, low minimums, and worldwide fulfillment. If you want sublimated apparel that feels like part of the brand instead of leftover swag, request a quote, get product previews within 24h, and launch a team drop people will wear.