Find Top Custom Hoodie Manufacturers: Your 2026 Guide
You're probably here because your team needs hoodies, and you already know the usual merch options aren't it. You don't want a flimsy blank with a giant logo slapped on the chest. You want something people wear by choice — something closer to real product than promo.
That's the real filter for choosing custom hoodie manufacturers. Logistics matter. MOQ matters. Lead time matters. But taste matters just as much. If the garment feels off, the fit is awkward, or the print placement looks amateur, nobody cares how fast it shipped.

Here's part of our hoodie catalog. Chaser in heavyweight natural cotton, Origin in mid-weight navy, Nora as an oversized cropped cut, Cruiser in a soft cream washed finish, Rousseau in classic black. Different weights, different cuts, different finishes — because the right hoodie for a creator drop isn't the right hoodie for an employee onboarding kit, and the right hoodie for a startup launch isn't the right hoodie for a luxury brand capsule. The blank decides a lot before the print even goes down.
A hoodie is doing more than carrying a logo. It's carrying how your brand actually shows up in someone's wardrobe. Done right, it becomes part of team culture, a community signal, or a drop people keep in rotation. Done badly, it's drawer filler.
Table of Contents
Defining Your Vision Beyond Just a Logo
Most bad company hoodies start with the same question: where should the logo go?
That's the wrong starting point. The better question is what role the hoodie needs to play. Team uniform. Founder gift. Community drop. Conference piece. Internal flex. Each one asks for a different garment language.

Start with the wearer, not the artwork
A hoodie for engineers who live in understated essentials shouldn't feel like a loud event giveaway. A community drop for a creator brand probably shouldn't look like generic HR merch. A premium client gift needs restraint, not oversized branding.
Define the emotional target first. Ask what this piece should signal when someone wears it in public. Low-key competence. Internet-native taste. Streetwear energy. Soft luxury. Technical minimalism. That answer should shape every downstream choice.
Practical rule: If the hoodie only makes sense at your own event, the design is too narrow.
I usually push teams to build a mini creative brief before talking to any factory. Not a massive deck. Just a tight page with references, intended use, preferred fit, artwork attitude, and what would make the piece feel wrong.
If you're still figuring out how brand graphics translate onto apparel, this guide to custom shirt printing and merch design direction is a useful starting point.
Translate vibe into actual specs
Taste has to become technical. Otherwise manufacturers will fill in the blanks for you, and that's where mediocre merch starts.
A clean brief should answer things like:
Fit direction: Do you want oversized drop-shoulder, boxy cropped, or classic athletic?
Fabric hand feel: Brushed fleece feels warmer and softer. French terry feels cleaner and more structured.
Visual density: Minimal chest hit, tonal embroidery, oversized back graphic, or no exterior logo at all.
Finishing details: Custom neck label, woven patch, dyed-to-match drawcords, metal trims, branded packaging.
Here's a simple way to understand it:
| Brand intention | Better hoodie direction | Usually feels wrong |
|---|---|---|
| Quiet premium teamwear | Heavyweight body, subtle embroidery, tonal palette | Thin blank with loud front print |
| Community drop | Oversized fit, stronger graphic language, custom trims | Standard promo fit with small chest logo |
| Client gifting | Refined fabric, clean labeling, restrained branding | Aggressive branding and novelty graphics |
The manufacturers worth talking to can work from that level of specificity. The rest will try to steer you back to whatever blank is easiest for them to sell.
How to Vet Custom Hoodie Manufacturers
A hoodie can clear procurement, arrive on time, and still miss the brand. It happens when the supplier understands ordering, but not taste. The result is merch people accept, fold once, and never wear again.
The filter is simple. Find out who can protect the feel of the product when your ideas hit production pressure.

What good manufacturers make clear
Good custom hoodie manufacturers speak in specifics. They can explain fabric options, decoration limits, wash response, sampling flow, and where quality usually slips. They also know how to react when a brand asks for something subtle, like a cleaner hood shape, a tighter cuff, or branding that reads premium instead of promotional.
That matters because taste does not survive vague production language. If a partner cannot discuss proportion, texture, shrinkage, print hand feel, and finishing with confidence, they will default to whatever is easiest to source and easiest to decorate.
What you want is product judgment, clear process, and enough cultural awareness to know the difference between team merch and a piece people would pull into rotation.
Direct communication: If every answer passes through multiple intermediaries, details get softened or lost.
Process visibility: You should know whether they are decorating stock blanks, modifying existing garments, or producing private label pieces.
Quality vocabulary: Strong partners talk about rib recovery, stitch consistency, placement tolerance, fleece face, and wash outcome. Weak ones stay on price and turnaround.
MOQ and lead-time realism: Startups and culture-led brands often need smaller runs, tighter calendars, and room to test. A manufacturer should tell you what can be done cleanly, what needs more volume, and where rushing starts to hurt the result.
One practical resource that helps when comparing supplier types is Ecuadane wholesale insights, especially if you're trying to separate actual sourcing value from generic bulk directories.
A quick comparison that saves time
| Vendor type | Usually good for | Usually weak on |
|---|---|---|
| Swag reseller | Straightforward bulk orders, simple logo applications | Original garment direction, fit nuance, trim detail, brand sensitivity |
| Print shop | Fast decoration on existing blanks | Full product development, pattern adjustments, refined finishing |
| Factory-direct partner or atelier | Better control, deeper customization, tighter QC | Ultra-generic rush jobs, especially when the brief is still vague |
Some brands use partners that combine sourcing, customization, and fulfillment under one roof. For example, Banger's premium custom merch supplier model is built around European sourcing, low minimums, and factory-direct production, which can suit teams that want better garments without building a sourcing stack themselves.
A useful test is to ask what happens after artwork approval. Serious manufacturers can walk you through pre-production checks, placement signoff, sample revision logic, decoration setup, QC points, and packing standards. If the answer stays fuzzy, expect surprises later.
Questions worth asking before you commit
Don't stop at pricing. Ask questions that show how the partner thinks under constraints.
What are you making? Are they decorating an existing blank or building the garment to spec?
How do you handle revisions? Good teams expect edits and can explain how many rounds are practical.
Where does quality usually fail on this style? Honest answers reveal experience fast.
What costs show up after the quote? Sampling, custom trims, relabeling, packaging, and split shipments can change the total budget.
What compromises speed introduces? Experienced manufacturers will tell you when faster production affects fabric options, finishing quality, or consistency.
Low pricing usually points to a trade-off somewhere. Fabric quality, labor standards, QC time, decoration execution, packaging discipline, or all of it at once.
The best manufacturer is rarely the one with the slickest deck. It is the one that can hold your brand's standards when the job gets technical.
The Anatomy of a High Quality Hoodie
A hoodie can look good in a mockup and still fail in real life. The giveaway is usually in the hand feel, shape retention, and finishing. You notice it the second you pick it up.

Fabric, fit, and the details people notice
Fabric drives almost everything. Not just warmth, but silhouette, drape, print behavior, and whether the hoodie still feels good after repeat wear. The market report above also notes that synthetic materials lead the material segment, which is one reason manufacturers pay close attention to durability, cost control, and performance trade-offs when building hoodie programs.
The details below separate a real wardrobe piece from disposable merch:
Body weight: Heavier fabric usually feels more substantial and holds shape better.
Surface texture: Smooth-faced fabric reads cleaner for premium branding. Loftier fleece can feel softer but more casual.
Rib quality: Cheap cuffs lose structure fast. Strong ribbing keeps the garment looking intentional.
Hood construction: A flimsy hood ruins the whole profile. A structured hood gives the piece presence.
Labels and trims: Woven labels, custom neck prints, aglets, eyelets, and zipper hardware all influence how “finished” the hoodie feels.
For a more curated product view, this roundup of hoodie blanks for premium merch projects helps when you want pieces that already start from a better base.
Decoration can elevate or ruin the piece
The best decoration method depends on artwork, fabric, and the kind of finish you want.
Screen printing can work beautifully for bold graphics and clean color blocks. DTG is useful for more detailed artwork on the right garment. Embroidery brings texture and restraint, especially for tonal branding, chest marks, sleeve hits, and premium finishing. Chenille and patches can work too, but only when the brand language supports it.
This breakdown is worth watching if you want to look at garment quality with a product eye:
Placement is where a lot of projects go wrong. A printing guide recommends center-chest artwork around 3 to 4 inches below the neckline, back prints about 6 inches down so the hood doesn't cover them, and also warns against decorating over thick seams or near the kangaroo pocket because alignment and adhesion get messy, as shown in this hoodie printing placement guide on YouTube.
A premium hoodie rarely needs more artwork. It usually needs better restraint, better placement, and better materials.
From Sampling and Approvals to Production
This is the phase where confidence gets tested. Plenty of projects look solid in email threads and still fall apart once the first physical sample lands.
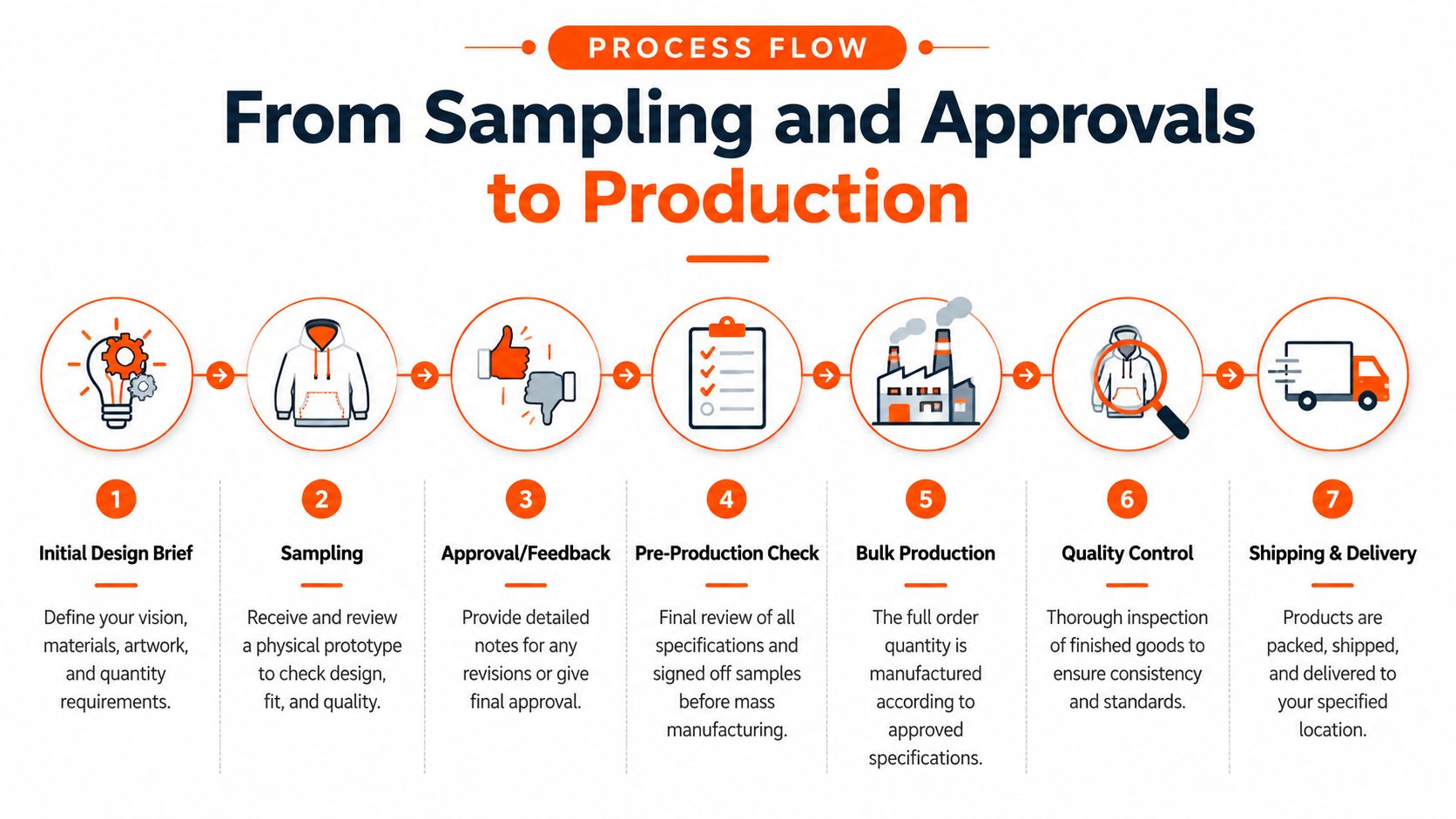
The sample is the decision point
A reliable manufacturing flow runs through concept and tech pack, fabric selection, pattern making and grading, sampling, bulk cutting and sewing, then customization, finishing, and inspection. The sample stage isn't optional. According to Unit Hundred's guide to working with a custom hoodie manufacturer, sampling typically takes 7 to 14 days, and standard production often runs 3 to 8 weeks.
At Banger, we run a tighter flow. Custom hoodies are produced and delivered in 10 to 15 business days end to end — from confirmed order to recipient's door, including production in our French ateliers, customization, finishing, and worldwide shipping. Rush options are available for product launches, conferences, and time-sensitive drops. Reorders of previously approved designs ship even faster, usually in 5 to 7 business days.
That timing matters because the sample is where you catch the expensive mistakes. Fit that looked right in the sketch but feels off on body. Hood shape that collapses. Rib color that clashes. Embroidery that's too dense. Print that sits too high.
When you review a sample, don't just ask if you “like it.” Review it like a product.
Check fit on body: Try multiple sizes if possible. One sample in one size can hide grading issues.
Check decoration under real light: Thread sheen, ink texture, and tonal contrast can shift a lot in person.
Check stress points: Cuffs, pocket corners, side seams, neckline, and drawcord exits tell you how carefully the piece was built.
Check wash behavior: If the timeline allows it, test how the garment reacts after care.
What to lock before bulk production
Approvals should be painfully clear. Ambiguity is expensive.
A strong pre-production signoff usually includes:
| Approval area | What should be fixed in writing |
|---|---|
| Garment | Fabric, color, fit, size range, measurements |
| Decoration | Method, thread or ink colors, exact placement |
| Finishing | Labels, tags, packaging, fold method |
| Logistics | Quantities, delivery split, ship timing |
If you need a practical reference for what a real sample process looks like before bulk, this overview of a custom apparel sample workflow is useful.
Watch for this: The manufacturer who rushes you past the sample is usually the one who'll call preventable mistakes “normal variation” later.
Fulfillment Legal and Sustainability Considerations
A hoodie program isn't finished when cartons leave the factory. It's finished when the right people receive the right piece, in the right condition, with the brand still intact.
Fulfillment changes the whole program
Numerous teams inadvertently damage their own merch experience. They spend weeks on product, then treat shipping like an afterthought. That might work for one office. It doesn't work for remote teams, creator communities, investor gifting, or multi-country launches.
The practical questions are simple:
Single drop or rolling distribution: Are you shipping one campaign or supporting ongoing onboarding and gifting?
One address or many: Distributed teams need multi-address fulfillment, not spreadsheet chaos.
Bulk pack or branded unboxing: Sometimes a folded polybag is fine. Sometimes packaging is part of the story.
Storage or immediate ship-out: If you're running recurring merch, warehousing starts to matter.
For teams dealing with remote recipients and ongoing distribution, this guide to merch fulfillment services for modern teams covers the operational side well.
Sustainability claims need receipts
“Sustainable hoodie” has become a very soft claim. A blank made with a better fiber is only one piece of the picture. Buyers should ask what happens across dyeing, trims, packaging, shipping, and factory compliance. If a manufacturer can't answer those questions, the claim is mostly aesthetic.
The European Environment Agency reports that EU textile consumption generated 270 kg of CO2-equivalent per person in 2022, as cited in Innovate Apparel's discussion of custom hoodie manufacturers and sustainability. That number is why surface-level “organic cotton” messaging isn't enough anymore.
Ask for verifiable detail, not just label language:
Material traceability: Where is the fiber sourced, and how much can they verify?
Processing transparency: What can they tell you about dyeing, finishing, and compliance?
Logistics view: How are goods moving, and what trade-offs come with rush shipping?
End-of-life thinking: Is the hoodie built to last, easy to repair, or destined to be discarded fast?
You should also handle IP cleanly. Own your artwork. Clarify who controls production files, labels, and custom patterns. If the relationship ends, you don't want your brand assets stuck in someone else's system.
Frequently Asked Questions
What's the difference between blanks and cut and sew
The primary difference is creative control.
Blanks are pre-made garments. You pick from existing fits, fleece weights, and color cards, then customize with print, embroidery, labels, or washes if the supplier allows it. They are faster, easier to test, and usually better for teams that need a polished hoodie without building a garment from zero.
Cut and sew starts with your spec. You control silhouette, pocket shape, rib width, fabric, label placement, and small details that shape how the piece feels on body. That control is what gives a hoodie taste. It also adds complexity. More fittings, more approvals, more chances to get something wrong if the manufacturer is weak.
Use blanks for speed, budget discipline, or early-stage drops. Use cut and sew when the hoodie itself needs to express brand culture, not just carry a logo.
What does GSM actually tell you
GSM means grams per square meter. It measures fabric weight.
It helps, but it does not answer the whole quality question. A 400 GSM hoodie can still feel cheap if the cotton is weak, the inside is over-brushed, the ribs lose shape, or the body is cut badly. A lower GSM fabric can feel better if the knit is tight, the handfeel is clean, and the silhouette is right.
Treat GSM as a starting point. Ask what the fabric is made of, how it is finished, and how the hoodie holds up after washing.
Are hoodies still a smart brand investment
Yes, if you make one people would wear even if they had no connection to your company.
As noted earlier, hoodie demand is not the issue. Taste is. The category is established, crowded, and still strong, which means average product disappears fast. A good hoodie can stay in rotation for years and carry your brand into coffee shops, studios, gyms, and airports. A bad one gets worn once for a team photo.
That is the primary filter. If the garment looks and feels like merch, it behaves like merch. If it looks like a piece from a label with standards, it becomes part of the brand world.
What MOQ should you expect from custom hoodie manufacturers
MOQ depends on how custom you want to go.
Decorated blanks often come with lower minimums. Fully custom programs usually start higher because the factory is developing fabric, trims, patterns, and production setup around your order. Earlier-cited Technavio reporting notes that custom hoodie runs often begin around smaller batch quantities and can climb much higher for more specialized production.
MOQ is a brand decision as much as a purchasing one. Lower minimums give startups room to test colorways, fits, and graphics without locking cash into inventory. Higher minimums can make sense when you already know the hoodie will be a core item and the margin structure works.
How long does custom hoodie production usually take
Lead time changes with the production model, factory location, revision count, and shipping method.
Most suppliers quote custom hoodie production in a broad multi-week range — domestic orders move faster, overseas programs take longer once freight is included, and sampling adds more time, especially when you're dialing in fit, fabric weight, embroidery placement, or custom trims.
The practical answer is simple. A stock blank with a clean print can move fast. A private label hoodie with custom patterning, labels, packaging, and approval rounds takes longer. Teams that care about quality build time for revisions instead of pretending the first sample will be right.
At Banger, custom hoodies are produced and delivered in 10 to 15 business days end to end, including production in our French ateliers, customization, finishing, and worldwide shipping. Reorders ship in 5 to 7 business days. Rush options are available for product launches, conferences, and time-sensitive drops.
If you want hoodies that feel like real product, not leftover event merch, Banger is built for that. Premium European blanks, custom apparel made in France's best production ateliers, low minimums, worldwide fulfillment, and direct factory pricing. Get a free, no-commitment quote with product previews in 24 hours, and build merch your team will actually want to wear.